1. G73 (cikel lomljenja ostružkov) se običajno uporablja za obdelavo lukenj, globljih od 3-kratnega premera svedra, vendar ne presega efektivne dolžine rezila svedra. 2. G81 (cikel plitvih lukenj) se običajno uporablja za vrtanje središčnih lukenj, posnemanje robov in lukenj, ki ne presegajo 3-kratnega premera svedra. S pojavom notranjih hladilnih orodij bo za izboljšanje učinkovitosti obdelave ta cikel izbran tudi za vrtanje. 3. G83 (cikel globokih lukenj) se običajno uporablja za obdelavo globokih lukenj.
Ko je stroj opremljen s hlajenjem središča vretena (odvod vode)
Ko orodje podpira tudi sredinsko hlajenje (izhod vode)
Izbira G81 za obdelavo lukenj je najboljša izbira
Visokotlačna hladilna tekočina ne bo samo odvzela toplote, ki nastane med vrtanjem, ampak bo tudi pravočasno namazala rezalni rob. Visok pritisk bo tudi neposredno zlomil ostružke svedra. Ustvarjeni majhni ostružki bodo pravočasno odvedeni iz luknje s pretokom vode pod visokim pritiskom, s čimer se prepreči obraba orodja in poslabšanje kakovosti obdelane luknje zaradi sekundarnega rezanja. Ker ni problema s hlajenjem, mazanjem in odstranjevanjem ostružkov, je najvarnejša in najučinkovitejša rešitev med tremi cikli vrtanja.
CNC orodja Xinfa imajo lastnosti dobre kakovosti in nizke cene. Za podrobnosti obiščite:Proizvajalci CNC orodij - Kitajska tovarna in dobavitelji CNC orodij (xinfatools.com)
Obdelovalni material je težko zlomiti žetone, vendar so drugi delovni pogoji dobri
Ko ni hlajenja središča vretena (odvod vode)
Uporaba G73 je dobra izbira
Ta cikel bo dosegel lomljenje odrezkov s kratkim časom premora ali majhno razdaljo umika, vendar mora imeti sveder dobro sposobnost odstranjevanja odrezkov. Bolj gladek utor za ostružke bo omogočil hitrejše odvajanje ostružkov, da se prepreči zapletanje z ostružki pri naslednjem vrtanju in s tem uničenje kakovosti izvrtine. Dobra izbira je tudi uporaba stisnjenega zraka kot pomožnega odstranjevanja ostružkov.
Če so delovne razmere nestabilne
Uporaba G83 je najvarnejša izbira
Obdelava globokih lukenj bo povzročila prehitro obrabo rezila svedra, ker ga ni mogoče pravočasno ohladiti in namazati. Ostružke v luknji bo zaradi globine tudi težko pravočasno izprazniti. Če ostružki v utoru za ostružke zamašijo hladilno tekočino, ne bodo le močno skrajšali življenjske dobe orodja, ampak bodo ostružki zaradi sekundarnega rezanja naredili tudi bolj grobo notranjo steno obdelane izvrtine, kar bo še dodatno povzročilo začaran krog.
Če je orodje dvignjeno na referenčno višino -R po vrtanju na kratki razdalji -Q, je morda bolj primerno pri obdelavi blizu dna luknje, vendar bo za obdelavo prve polovice luknje potrebno veliko časa, kar povzroča nepotrebne odpadke.
Ali obstaja bolj optimizirana metoda?
Tukaj sta dva načina za uporabo cikla globokih lukenj G83
1: G83 X_ Y_ Z_ R_ Q_ F_
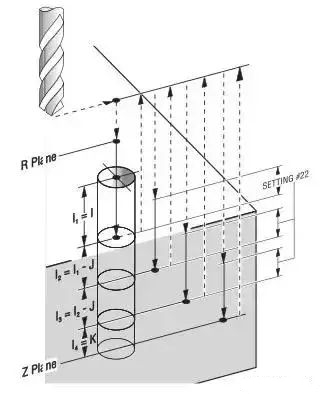
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
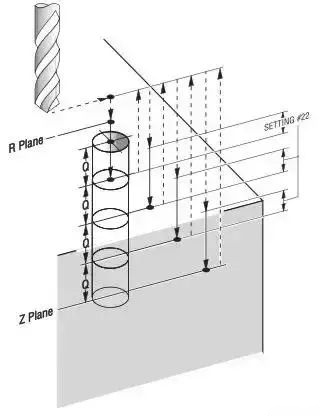
Pri prvi metodi je vrednost Q konstantna vrednost, kar pomeni, da se od vrha do dna vrtine vsakič obdela enako globino. Zaradi potrebe po varnosti obdelave se običajno izbere najmanjša vrednost, kar pomeni tudi najmanjši odvzem kovine, veliko časa obdelave pa se nevidno izgubi.
Pri drugi metodi je globina vsakega reza predstavljena z I, J in K:
Ko je delovno stanje na vrhu luknje dobro, lahko nastavimo večjo vrednost I za izboljšanje učinkovitosti obdelave;
Ko je delovno stanje na sredini obdelovalne luknje povprečno, uporabljamo postopno zmanjšano vrednost J, da zagotovimo varnost in učinkovitost; ko je delovno stanje na dnu obdelovalne luknje slabo, nastavimo vrednost K, da zagotovimo varnost obdelave.
V dejanski uporabi lahko druga metoda poveča vašo učinkovitost vrtanja za 50 % in nič stroškov!
Čas objave: 22. julij 2024


