Varilne razpoke kot najbolj škodljiv razred varilnih napak, ki resno vplivajo na delovanje, varnost in zanesljivost varjenih konstrukcij. Danes vas bomo popeljali v prepoznavanje ene od vrst razpok – laminiranih razpok.
01
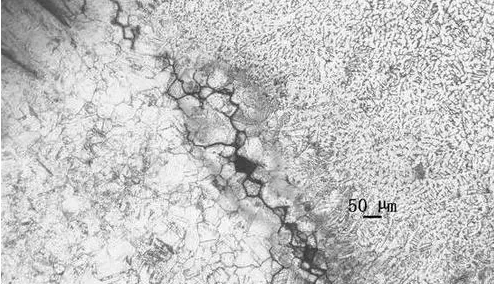
Nekovinski vključki, jeklena plošča v procesu valjanja bodo nekateri nekovinski vključki v jeklu itd. (kot so sulfidi, silikati), valjani v pas, ki je vzporeden s smerjo valjanja, kar povzroči variabilnost mehanskih lastnosti jeklo, vključki so varjene strukture za proizvodnjo laminarnega trganja potencialnih dejavnikov, ampak tudi glavni razlog za proizvodnjo laminarnega trganja.
02
Omejitvena napetost, zaradi varilnega termičnega cikla, se bodo zvarjeni spoji pojavili kot prisilna sila, za dane valjane debele plošče v obliki črke T in križne spoje, v varilnih parametrih pod pogoji enakih pogojev obstaja kritična omejitvena napetost ali upogib omejitvena trdnost, če je večja od te vrednosti nagnjena k laminarnemu trganju.
03
Difuzija vodika, vodik je promotor razpok, zaradi difuzije vodika in združen v molekulo, tako da se lokalni stres dramatično poveča, ko se vodik zbere v vključkih na koncu promocije nekovinskih vključkov in izgube kovine adhezije in se bo odtrgal od sosednjih vključkov v kovini, pri lomu vodikovih lomnih značilnosti.
04
Lastnosti osnovnega materiala, čeprav so vključki glavni vzrok za laminarno trganje, mehanske lastnosti kovine prav tako zelo pomembno vplivajo na laminarno trganje. Slaba plastična žilavost kovine, večja je verjetnost raztezanja razpok, to je slaba odpornost na laminarno trganje.
Prevedeno z www.DeepL.com/Translator (brezplačna različica)

Varilna oprema Xinfa ima značilnosti visoke kakovosti in nizke cene. Za podrobnosti obiščite:Proizvajalci za varjenje in rezanje – Kitajska tovarna za varjenje in rezanje in dobavitelji (xinfatools.com)
Da bi preprečili nastanek laminarnih razpok, je glavna stvar v procesu načrtovanja in gradnje izogibanje napetosti v smeri Z in koncentraciji napetosti, posebni ukrepi pa so naslednji:
1. Izboljšajte zasnovo spoja, da zmanjšate omejeno obremenitev. Posebni ukrepi, kot so: vodijo podaljšanje konca plošče loka določene dolžine, preprečujejo razpoke; spremenite razporeditev zvara, da spremenite smer kontrakcijske napetosti zvara, navpično obločno ploščo v vodoravno obločno ploščo, spremenite položaj zvara, tako da se lahko spoj celotne smeri sile, vzporedne z valjano plastjo, močno izboljša delovanje anti-laminarnega trganja.
2. Sprejmite ustrezno metodo varjenja, uporaba metode varjenja z nizko vsebnostjo vodika je ugodna, kot je varjenje v zaščitenem plinu, varjenje pod praškom, nagnjenost k hladnim razpokam je majhna, kar prispeva k izboljšanju učinkovitosti protilaminarnega trganja.
3. Uporaba ujemajočih se varilnih materialov z nizko trdnostjo, kovina zvara ima nizko mejo tečenja, visoko duktilnost, enostavna za izdelavo, sev je koncentriran v zvaru in zmanjša toplotno prizadeto območje deformacije osnovnega materiala, lahko izboljša učinkovitost anti-laminarnega trganja.
4. Pri uporabi varilne tehnologije uporaba izolacijskega sloja površinske površine; simetrično varjenje, tako da je porazdelitev deformacij uravnotežena, kar zmanjša koncentracijo deformacij.
5. Da bi preprečili laminarno trganje, ki ga povzroči hladno pokanje, se moramo potruditi, da sprejmemo nekatere ukrepe za preprečevanje hladnega pokanja, kot je izboljšanje predgretja in nadzor temperature vmesnega sloja itd. Poleg tega lahko sprejmemo tudi metode za zmanjšanje napetosti kot je vmesno žarjenje.
6. Prav tako lahko nadzorujemo velikost zvara z uporabo majhnih varilnih nog, večkanalnega postopka varjenja.
Prevedeno z www.DeepL.com/Translator (brezplačna različica)
Čas objave: 24. avgusta 2023


