Poroznost je zelo pogosta pri varjenju aluminija.
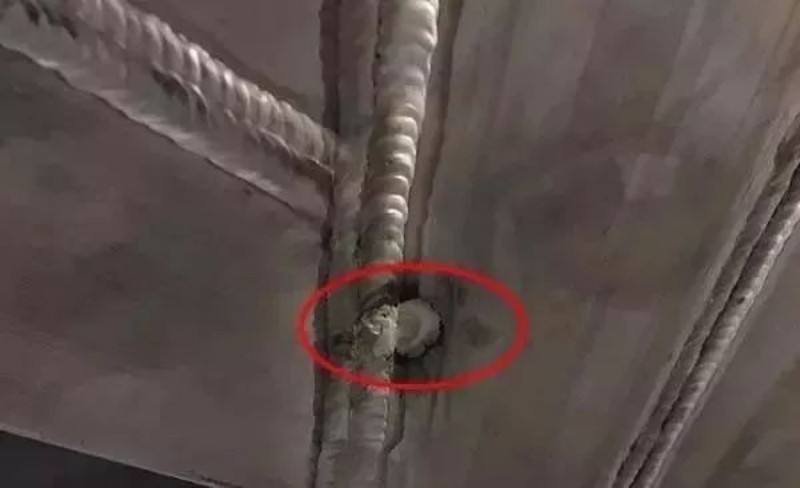
V osnovnem materialu in varilni žici je določena količina pore, zato se je treba med varjenjem izogniti velikim porem, da se zagotovi, da pore ne presegajo standarda. Ko vlaga presega 80℅, je treba variti ustaviti. Verjetnost pore, ki presegajo standard, je tudi 80℅ in enostavno je izdelati vrnjene koščke.
Varjenje v stanju vlažnosti, prikazanem na sliki, bo zelo verjetno povzročilo povratno naročilo.
Varilna oprema Xinfa ima značilnosti visoke kakovosti in nizke cene. Za podrobnosti obiščite:Proizvajalci za varjenje in rezanje – Kitajska tovarna za varjenje in rezanje in dobavitelji (xinfatools.com)


▲Vlažnost▲
Včasih se na zvar prilepi črn prah, kaj naj storim?


▲Črna in siva▲
Pravzaprav je volframova elektroda onesnažena ali pa se dotakne staljene mase ali varilne žice in aluminij se nanjo prilepi. Šele ko je volframova elektroda očiščena, lahko nadaljujemo.

▲Okužena volframova elektroda je v obliki cvetače▲
V tem času moramo le prilagoditi širino čiščenja varilnega stroja na dno, tok je v bistvu okoli 200 in začnemo z obločnim varjenjem na kosu odpadnega aluminija. V samo nekaj sekundah bo volframova elektroda oblikovala majhno kroglico. Če želite dobro variti aluminij, je krogla obvezna oprema.

▲ Nastavite širino čiščenja na najnižjo nastavitev▲


▲Magična žogica▲
Pri zmerni nastavitvi toka je najboljši tok tisti, ki lahko nadzoruje bazen staline. Zmogljivost vsakega varilnega stroja je drugačna, tok bo drugačen, drugačna pa bo tudi prožnost obloka.




Čas objave: 29. septembra 2024


